


ARB™ Case Diverters and Turner
August 21, 2015
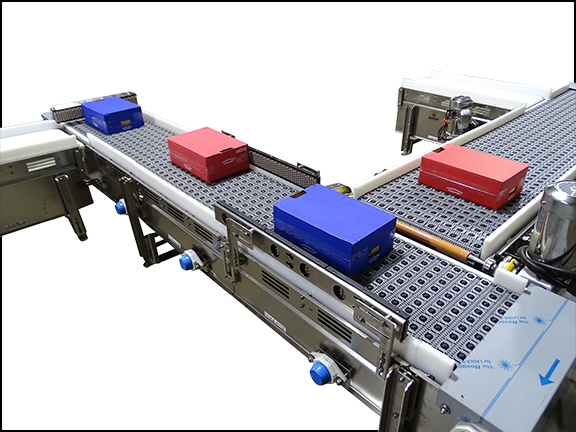
MCE saves customers time and money with simple designs and quick installations of conveyor systems for the food & beverage, pharmaceutical, and household products packaging industries. Most recently, MCE is offering Intralox Activated Roller Belt™ (ARB™) Belt Technology with their ARB™ Case Diverters and ARB™ Turner that feature small footprints, low maintenance that reduces operating costs, and reliable designs that eliminate complex controls. Suitable for use in dry or washdown environments, these ARB Case Diverters and Rotators provide consistent, repeatable package positioning using industry-standard components. They ship fully assembled from MCE for quick and easy installation.
MCE’s ARB Case Diverters provide simple, repeatable diverting of packages from 1:2 lanes without interruption to workflow. The system requires no hardware mounted above the conveying surface, no overhead structure to interface with access to products, no change parts, and no mechanical adjustments. Typical applications include rejecting products from the production flow on demand and dividing production output between parallel downstream operations.
MCE’s ARB Case Rotators provide simple, effective 90º rotation of cases, totes, and rigid packages while maintaining product flow. This system requires minimal adjustment between packages and absolutely no change parts.
For more information, contact MCE, by at phone at (844) 293-2816.
