
Exclusively for new or existing MCE Conveyor ONLY
Adjustable Guide Rails ~ Rapid-Rail®
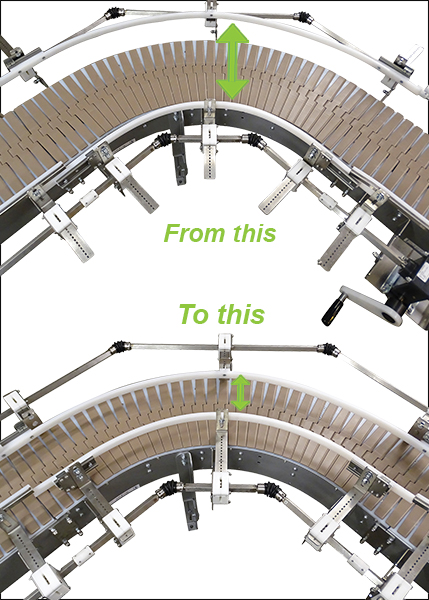
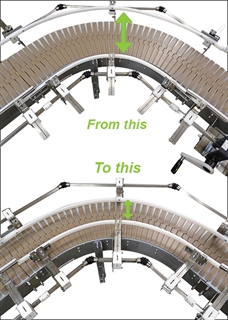
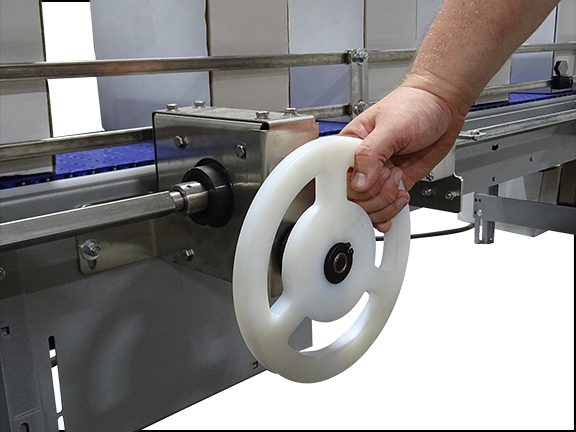
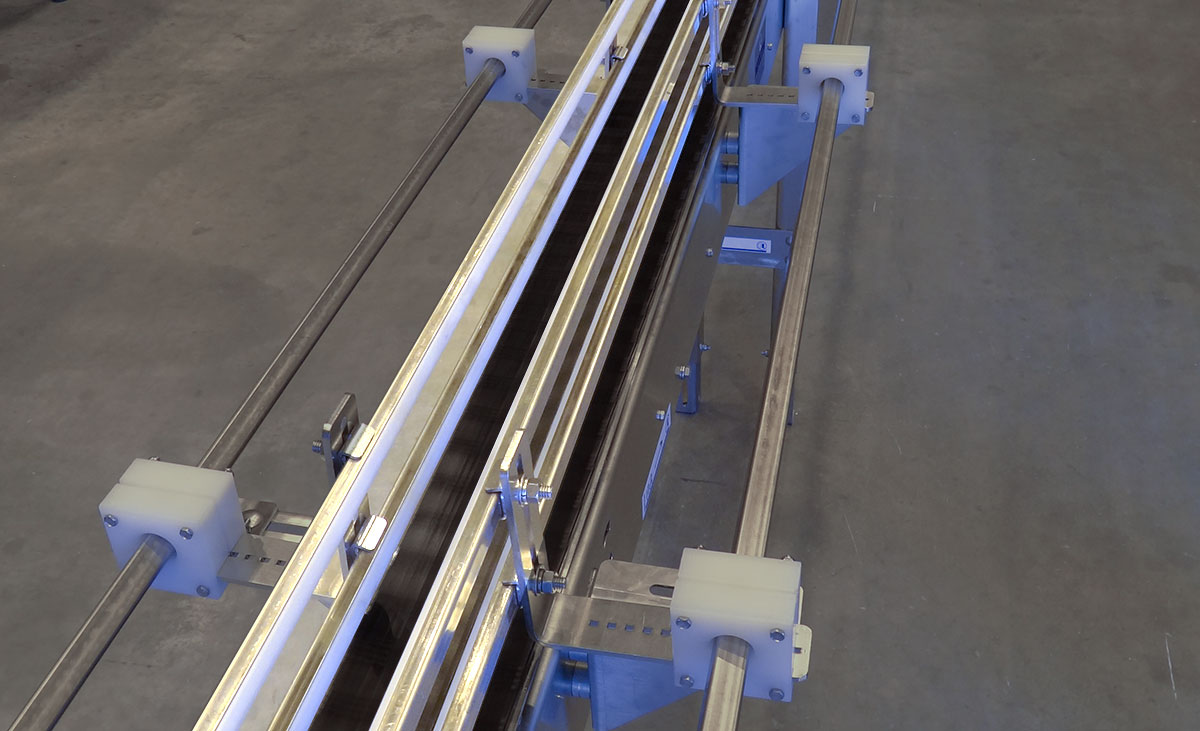
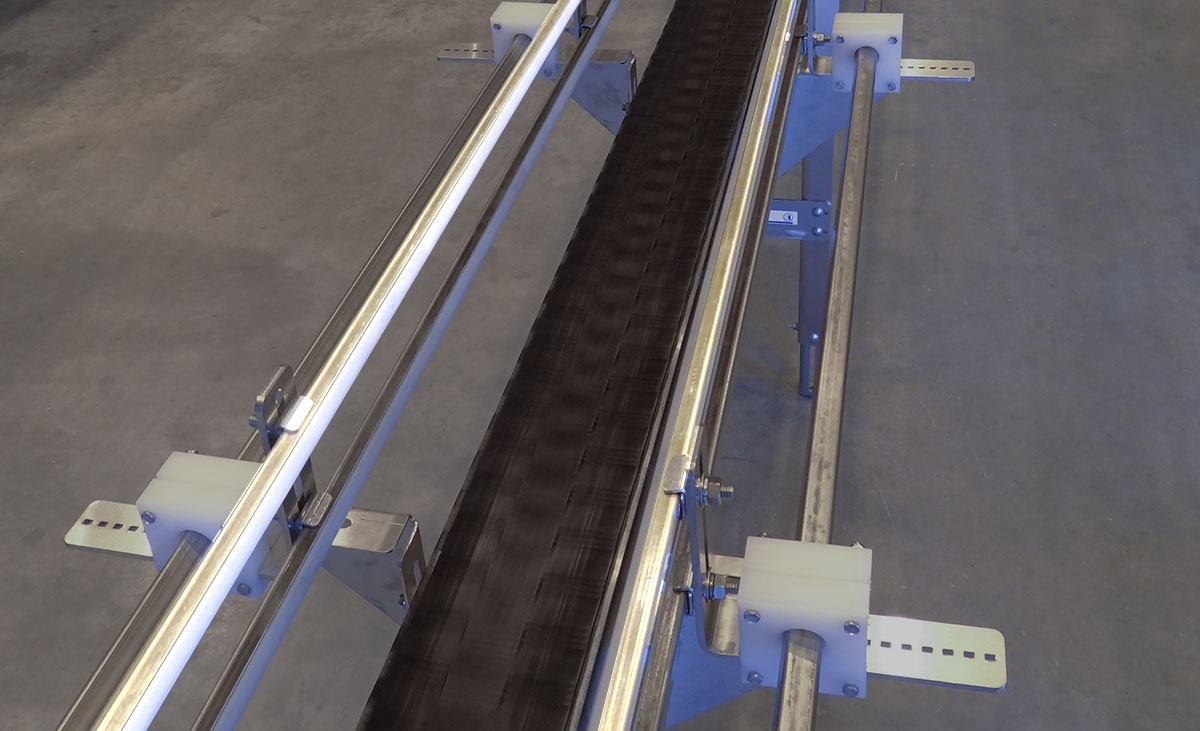
Rapid-Rail® is engineered to simplify changeovers on the packaging line. It offers a single point, easy-to-use hand adjustment of guide rails to accommodate multiple package sizes on the same piece of equipment. Now several points along the conveyor, over a long distance, can be controlled from one location on the line.
![]()
MCE employs a simplified, more economical design on Rapid-Rail® that limits the number of moving parts.
MCE Adjustable Guide Rails ~ Rapid-Rail®
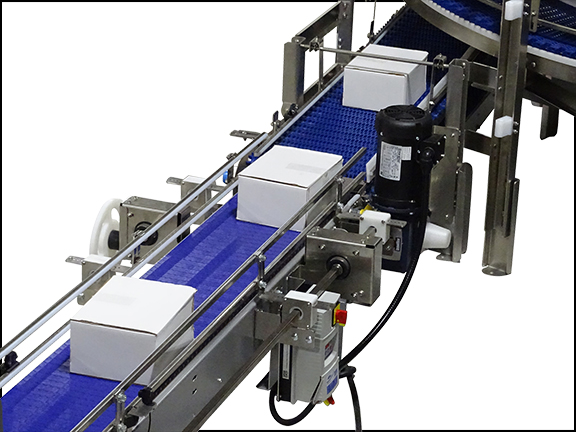
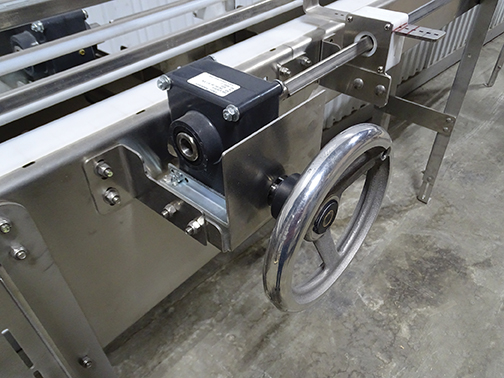
MCE employs a simplified, more economical design on Rapid-Rail® that limits the number of moving parts. With a repeatable system, it’s easy to fine-tune the path as products go through the turn. The new design also enables operators to add a motor and control any adjustments right from a conventional control system.
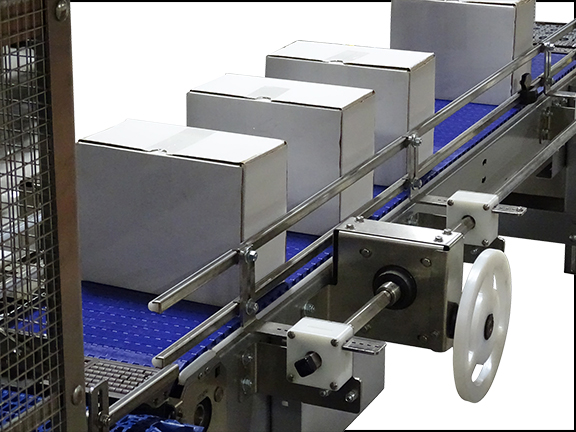
The value to packaging customers is multi-fold. Time savings with MCE’s Rapid-Rail® is HUGE! On a long carton conveyor line with numerous guard rail brackets, it could take several hours for rail adjustments to changeover to different size cartons. With Rapid-Rail®, all adjustments are made from only a few locations and affect all points along the line. Change from 32 oz. bottles to 16 oz. bottles in a minute with Rapid-Rail®. The equipment works equally well with any type of grocery packaged product.

Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Exclusively for new or existing MCE Conveyor
Fast Changeovers. Huge Time Savings.
The value to packaging customers is multi-fold. Time savings with Nercon’s Rapid-Rail® is HUGE! On a long carton conveyor line with numerous guard rail brackets, it could take several hours for rail adjustments to changeover to different size cartons. With Rapid-Rail®, all adjustments are made from only a few locations and affect all points along the line. Change from 32 oz. bottles to 16 oz. bottles in a minute with Rapid-Rail®. The equipment works equally well with any type of grocery packaged product.
Applications For Adjustable Guide Rails ~ Rapid-Rail®
- Bottles
- Cans
- Cartons
- Glass
- PET
- Pucks
- Jars
See Our Products in Action
Explore Our Product Image Gallery


HelpfulGuides, Insights & More
Product Resources

Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Beverage

Contract Packaging

Household Cleaning Products

Packaged Food

Personal Care

Pharmaceuticals
