
Conveyor Systems for Pharmaceutical Industries

Pharmaceutical Conveyor Solutions
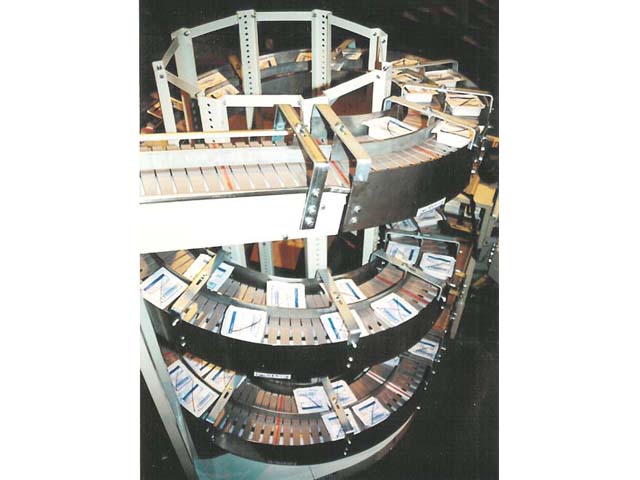
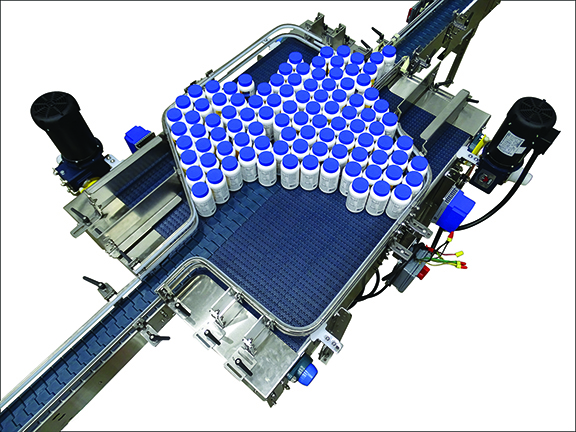
When it comes to pharmaceuticals, precision, speed and sanitation are crucial. MCE provides modular conveyor solutions for product flow, which simplify lines and prevent cross-contamination between product handling all while maintaining demanding order fulfilment schedules.
We offer several environmental packages for protection in wet facilities where washdown or clean room operation is required.
Applications:
MCE's conveyors for the pharmaceutical industries are designed for getting small, high-volume products bottled, packaged and through the end of the line.
- Prescription Drugs
- Tubes
- Vitamins
- Holistic Supplements
- Tablets
- Capsules
- Bags
- Small Packages
- Blister Packs
- Pouches
- Bottles – various types and sizes
- Over-the-counter Medications
See Our Products in Action
Explore Our Product Image Gallery




What's New
Innovations & Updates
Stay up to date with Nercon's latest innovations, from advanced conveyor solutions that streamline production to faster delivery advantages - all designed to enhance efficiency and performance.





