
Activated Roller Belt
ARBTM Conveyor System
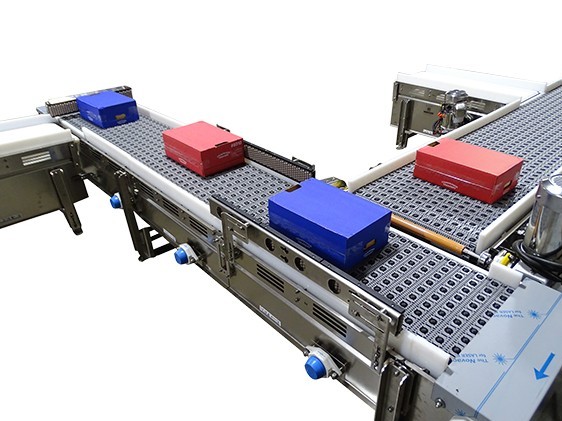
ARB™ technology allows packages to maintain a uniform position without the use of rails for alignment.

![]()
Technology that reduces equipment costs, and minimizes labor costs in clearing jams or correcting stoppages.
ARB™(Activated Roller Belt™)
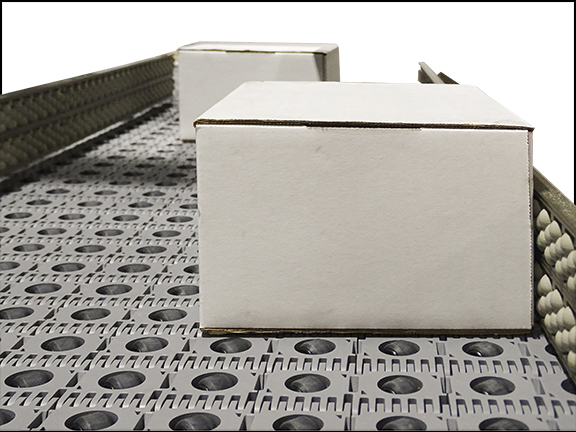
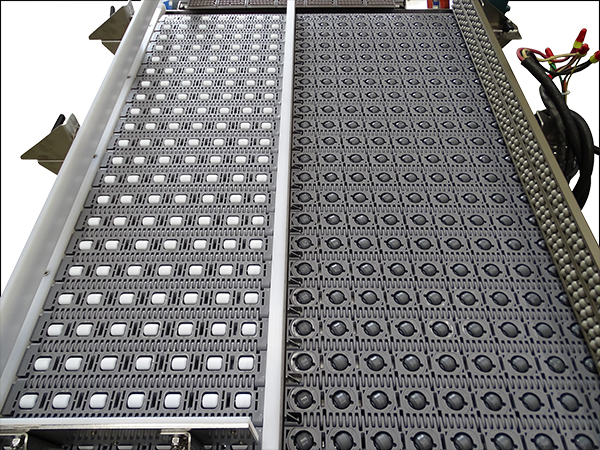
The ARB™ technology is patented by Intralox. The concept is to engage the rollers by means of a friction surface located beneath the belt. Without guide rails, gating and pushers, these systems show a significant reduction in break-downs and jams.
See Our Products in Action
Watch Our Videos


Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
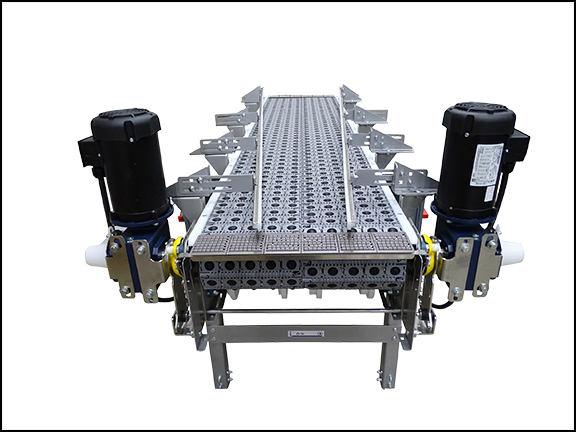
Key Features:
- Easy & low maintenance
- Adaptable to a wide range of package shapes and sizes
- Reduction in break-downs and jams
Applications for The ARBTM Conveyor System
- Cases
- Boxes
- Cartons
- Trays
See Our Products in Action
Explore Our Product Image Gallery




HelpfulGuides, Insights & More
Product Resources


Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Beverage

Contract Packaging

Household Cleaning Products

Packaged Food

Personal Care
