
Conveyor Elevators
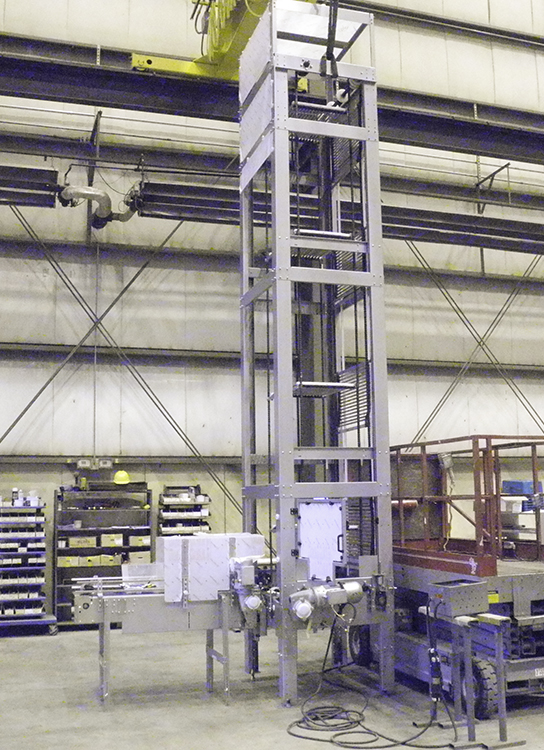
Vertical Lift Conveyor
MCE’s vertical lift conveyor is perfect for use in high-speed applications where floor space is limited.


![]()
Simplicity has been a key feature in the success of MCE’s vertical lift conveyor for food, beverage, household, and light industrial packaging applications.
Vertical Lift Conveyor
The continuous motion of the unit allows for smooth product handling and is suitable for packaging lines that have several sizes of packages that are comingled on the same line. Cases, trays, bundles, cartons or packages need only fit on the platform with no changeover required between different package sizes. The simple design of this robust conveyor enables it to easily fit into operations. Open construction allows for easy maintenance through quick and simple access to all components.

Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
MCE's Enhacements
Prolongend Life Design:
- Improved design that allows deck to move, creating less stress on deck
- Redesigned spindle bearing for a stronger unit
- Larger chains for increased durability
- Newly redesigned carry chain pulley for longer life
Applications For The Vertical Lift Conveyor
- Cartons
- Cases
- Bundle

Upgrades & Added Features
Versatile. Efficient. Low-Maintenance.
- Enhanced modular design that enables changes to unit in the event of new line configurations
- Added adjustable supports for field elevation changes
- Added a shaft mount motor and reducer for less maintenance to drive system
- Integrated overload sensors into drive system for less maintenance
- Installed take-up sensors for maintenance alert
See Our Products in Action
Explore Our Product Image Gallery





HelpfulGuides, Insights & More
Product Resources

Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Beverage

Contract Packaging

Household Cleaning Products

Packaged Food

Personal Care
