
Spiral Conveyors
Ideal Elevator Solution For Compact Spaces
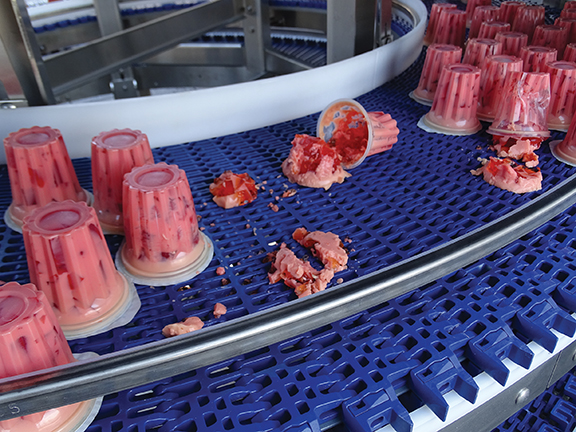
Nercon’s washdown spiral is designed for clean-in-place practices, featuring an open stainless-steel construction for easy cleaning, inspection, and maintenance.

Floor space is prime real estate in manufacturing. Nercon’s spiral conveyors maximize throughput by moving products vertically, saving space and adapting to various in-feed and discharge heights. The washdown spiral provides capacity to move several product types while conserving valuable floor space. Its proprietary edge-driven design allows for high elevation changes, large load-carrying capacity, and reduced belt tension for long life.

![]()
Withstands 1500 psi washdowns and corrosive cleaners — built for hygienic, easy-to-clean environments.
Built For Hygienic Clean-In-Place Practices
High sanitation compliance standards and the cost of inefficient cleaning practices create the need for versatile, hygienic production equipment. The washdown spiral is designed for easy cleaning and reassembly in washdown environments. Appropriate for dry to high moisture environments, it withstands up to 1500 psi washdown pressure and moderate use of corrosive chemicals.
See Our Products in Action
Watch Our Videos


Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Built to Meet Sanitation Standards
Sanitary Design Features:
- Open construction for readily accessible cleaning, inspection and maintenance
- Corrosion resistant stainless steel construction & plastic belt
- Clean-In-Place design with open belt surface to easily wash down from any angle
- Self-draining, bent frame construction eliminates water pooling
Applications For The Washdown Spiral Elevator Conveyor
- Cases
- Jars
- Trays
- Pies
- Pouches
- Food Cups
- Health & Beauty

Efficient Sanitary Design
What Level Of Sanitary Conveyor Do You Need?
Choosing conveyor equipment with the appropriate sanitary level for your production line is a cost-effective way to ensure compliance without overspending on unnecessary features.
For facilities handling liquids, baked goods, raw and bulk foods, or ready-to-eat products, higher levels of sanitation are required. Nercon’s Sanitary Level I, II and III conveyors are designed and built for Clean-In-Place and Clean-Out-Of-Place practices with the use of high-pressure spray wash and high use of corrosive chemicals.
Production lines handling some baked goods and snack foods, and primary and secondary packaging lines can utilize Nercon’s Dry Level I and II or Washdown conveyors, like the washdown spiral
Standard Widths
- 6", 12", 18” and 24"
Cleaning:
- Withstand up to 1500 psi washdown pressure
- *Note: Electrial and gearbox needs protection during cleaning
- Moderate use of corrosive chemicals
Environment Conditions:
- Dry to high moisture
See Our Products in Action
Explore Our Product Image Gallery








HelpfulGuides, Insights & More
Product Resources
Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.



