


Vertical Lift Conveyor
About MCE Vertical Lift Conveyor
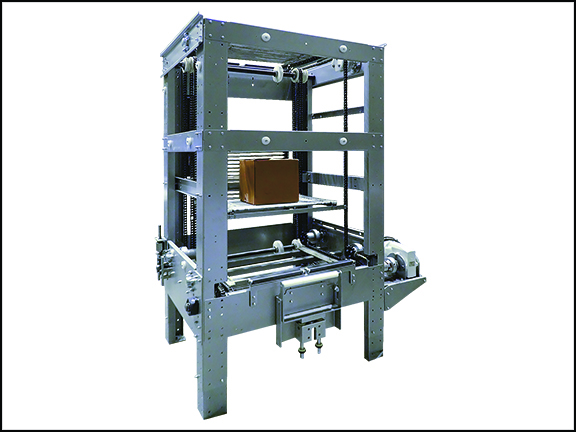
Simplicity has been a key feature in the success of MCE’s vertical lift conveyor for food, beverage, household, and light industrial packaging applications. The continuous motion of the unit allows for smooth product handling and is suitable for packaging lines that have several sizes of packages that are comingled on the same line. Cases, trays, bundles, cartons or packages need only fit on the platform with no changeover required between different package sizes. The simple design of this robust conveyor enables it to easily fit into operations. Open construction allows for easy maintenance through quick and simple access to all components.
MCE’s vertical lift conveyor is perfect for use in high-speed applications where floor space is limited. Recent design enhancements and modifications have added even more features and benefits.
To prolong the life of the vertical lift conveyor, MCE has made these enhancements:
- Improved design that allows deck to move, creating less stress on deck
- Redesigned spindle bearing for a stronger unit
- Larger chains for increased durability
- Newly redesigned carry chain pulley for longer life
To increase the versatility of the vertical lift conveyor, MCE has made the following modifications:
- Enhanced modular design that enables changes to unit in the event of new line configurations
- Added adjustable supports for field elevation changes
To improve operational and maintenance issues, MCE has made these improvements:
- Added a shaft mount motor and reducer for less maintenance to drive system
- Integrated overload sensors into drive system for less maintenance
- Installed take-up sensors for maintenance alert
- Photos
- Documents
- Industries
- Applications
Neroco™ Lift Conveyor







15' Neroco Lift

- Cartons
- Cases
- Bundle
Easy Installation
MCE conveyor solutions are extremely streamlined. MCE ships conveyor projects in assemblies with drives, reducers, wearstrips, returns, guide-rails and brackets already installed. Bolting the assemblies together, installing the chain and fine tuning guide-rails to fit the product or package are the only on site installation steps required, making MCE coneyor solutions capable of maximizing productivity at no expense of extra resources.
